содержание .. 80 81 82 83 84 85 86 87 88 89 ..
ЭЛЕКТРОЛИТИЧЕСКИЙ СПОСОБ СНЯТИЯ ОЛОВА С ОТХОДОВ БЕЛОЙ ЖЕСТИ В ПРОИЗВОДСТВЕ ЖЕСТЯНОЙ КОНСЕРВНОЙ ТАРЫ
ПОДГОТОВКА ОТХОДОВ БЕЛОЙ ЖЕСТИ К ЭЛЕКТРОЛИЗУ В ПРОИЗВОДСТВЕ ЖЕСТЯНОЙ КОНСЕРВНОЙ ТАРЫ

Но время хранения скрап должен быть защищен от влияния атмосферных осадков. При ориентировочном определении веса скрапа можно исходить из того, что 1 М3 свободно лежащих обрезков жести весит около 200 кг, а 1 м3 консервных банок № 8 весит 100—120 кг.

Рис 165
Перед направлением скрапа на обработку из него
удаляют механические примеси (мусор, тряпки, куски древесины и др.),
металлические примеси (отходы цветных металлов, обрезки оцинкованного
железа,
куски железа, метизы) и очищают его от загрязнений (жир, краски, лак и
т. п.).
При обработке консервных банок обрезают концы и вырезают продольные швы.
Олово с продольных швов снимают отдельно от остального скрапа, так как
процесс этот требует больше времени и, кроме того, в этом олове
содержится большее количество свинца.
Загрязненные консервные банки и отходы белой плакированной жести
подвергают промывке в горячей воде при 60 -75С, химической очистке в
1,5—2%-ном растворе каустической соды, подогретом до 60—75 С, или в
3—3,5%-ном растворе кальцинированной соды, вторично промывают в воде,
подогретой до 60—75° С.
Загрязненный, но не требующий химической очистки скрап следует промывать
один раз в воде при 60 С.
После очистки и промывки скрап пакетируют. При этом к разделанным банкам или бракованным листам белой жести добавляют некоторое количество обрезков жести, чтобы масса получилась неплотной и в ней мог бы свободно циркулировать электролит.


После установки корзин в ванну устанавливают катоды (рис. 169), представляющие собой стальной лист, прикрепленный к кронштейну. На одном конце кронштейна приварен контакт. Катоды в ванне размещают между анодными корзинами, при этом
катодов должно быть на один больше, чем корзин. Кронштейн катода снабженный контактом, устанавливают на минусовую шину ванны.
Электролитная ванна (рис. 170) представляет собой металлический бак, сваренный из листовой стали толщиной 5—6 мм. Ванна покоится на фарфоровых изоляторах и снабжена двумя патрубками. Через нижний патрубок подается электролит из напорного бачка, а через верхний он сливается и по трубопроводу поступает в сборный бак (колодец) Из бака электролит перекачивают центробежным насосом в напорный бак, обеспечивая циркуляцию его в ванне. Вдоль боковых стенок ванны проложены изоляторы в виде деревянных брусьев. На изоляторах покоятся медные шины. Одна шина соединена с положительным полюсом, другая — с отрицательным.

Рис. 168. Схема загрузки корзины в электролитную
ванну:
1 — монорельс; 2 — тельфер; 3— рама; 4 — анодные корзины.

Рис. 169. Катод:
1 — модный контакт; 2 --кронштейн: 3 — стальной лист
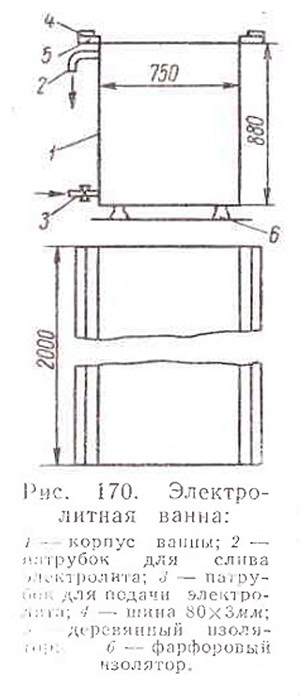
Рис. 170. Электролитная ванна:
содержание .. 80 81 82 83 84 85 86 87 88 89 ..