|
|
|
содержание .. 80 81 82 83 84 85 86 87 88 89 ..
ПОЛУАВТОМАТИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СБОРНОЙ ЖЕСТЯНОЙ КОНСЕРВНОЙ ТАРЫ
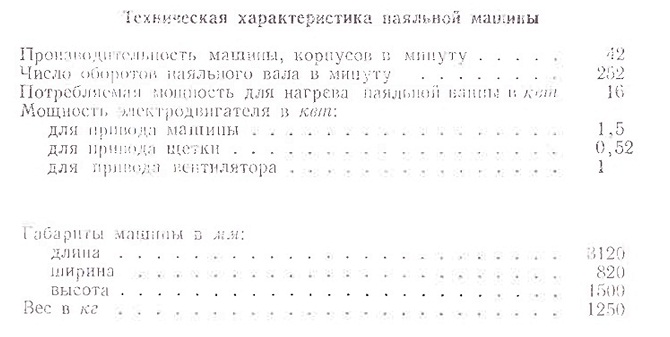
ПОЛУАВТОМАТИЧЕСКАЯ ПАЯЛЬНАЯ МАШИНА В ПРОИЗВОДСТВЕ СБОРНОЙ ЖЕСТЯНОЙ КОНСЕРВНОЙ ТАРЫ
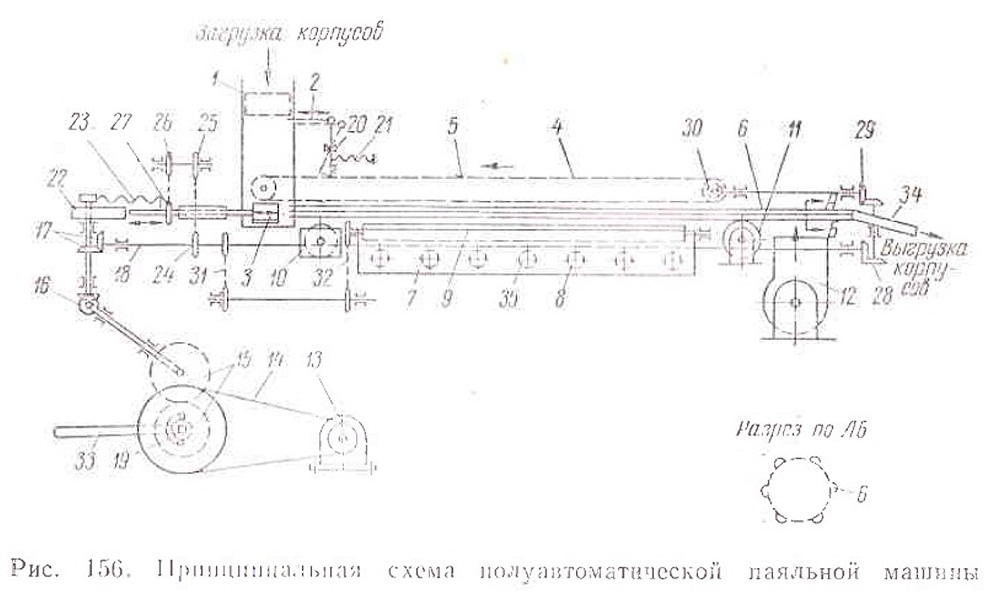
Полуавтоматическая паяльная машина (рис. 156)
предназначена для пайки продольных склепанных швов корпусов жестяных
банок крупного размера. их вдоль паяльной ванны), туннельного рога 6,
паяльного вала 9, устройства 10 для смазки шва корпуса флоксом, щетки 11
для снятия с корпуса излишка припоя, вентилятора 12, электродвигателя 13
и муфты 19. Электродвигатель через клиноременную передачу 14, пару
цилиндрических шестерен 15 и две пары конических передач 16 и 17
приводит и движение главный вал 18.
Корпуса подаются в машину по наклонной течке 1, изготовленной из полосовой стаж сечением 10 X 3 мм. Поштучную
выдачу корпусов из течки к фиксатору обеспечивает коленчатый рычаг 2,
который с помощью упоров 5, цепного конвейера 4 и спиральной пружины 21
совершает возвратно-поступательное движение вокруг шарнирной опоры 20. упора 5 отведен в крайнее левое положение. Верхний конец выходит из точки и дает возможность корпусам свободно проходить по течке щи ул. Таким образом, корпуса из течки к фиксатору 3 подаются синхронно с движением цепного конвейера 4.
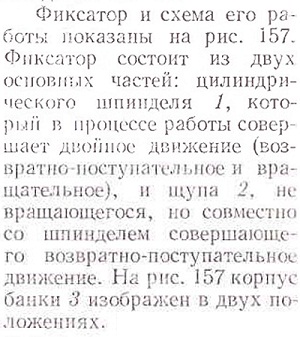
Ряс. 157. Фиксатор и схема его работы
Фиксатор 3 устанавливает продольный шов корпуса в нижнее положение. В процессе работы он совершает двойное движение: возвратно-поступательное — от воздействия кулачка 22 и спиральной
пружины 23 и вращательное — от главного вала 18
через две ценные передачи и звездочки 24—27.
В первом положении продольный шов корпуса находится в произвольном месте, при этом шпиндель фиксатора в процессе вращения поворачивает корпус по часовой стрелке. Во втором положении продольный шов корпyca упирается в щуп 2 и корпус независимо от вращения шпинделя останавливается.
Для смазки продольного шва корпуса предусмотрена
ванна 10 с жидким флоксом, в которой свободно вращается ролик. Получая
вращение от корпуса, ролик автоматически смазывает продольный шов
флоксом. Щетка 11 для снятия излишков припоя с продольного шва
представляет собой два круглых металлических диска, между которыми
зажаты бязевые диски. Диски приводятся во вращение от индивидуального
электродвигателя мощностью 0,52 кет, вращающегося со скоростью 1400
об/мин.
В момент поступления очередного корпуса и нижнюю
зону течки фиксатор 3 спиральной пружинен 23 отводится в крайнее левое
положение. Когда корпус дойдет до нижнего конца течки, фиксатор кулачком
22 подается внутрь корпуса, а тун 2 фиксирует продольный шов корпуса,
устанавливая его и нижнее положение.
корпус подводится к паяльному валу 9, который
наносит слой припоя на продольный шов. После того как корпус пройдет
паяльный вал, он выносится из зоны паяльного устройства и подводится к
щетке 11, которая снимает излишек припоя со шва корпуса.
содержание .. 80 81 82 83 84 85 86 87 88 89 ..
|
|
|