содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ФИРМЫ «НАГЕМА» ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОТЯНУТЫХ КОНСЕРВНЫХ ЖЕСТЯНЫХ БАНОК
СТАНОК ДЛЯ ПОДВИВКИ НЕКРУГЛЫХ
КОНЦОВ КОНСЕРВНЫХ БАНОК ФИРМЫ «НАГЕМА»
Техническая характеристика станка для подвивки некруглых концов
Ширина крышки в мм............50—100
Максимальная толщина жести в мм..........0,35
Мощность электродвигателя в кет............0,8
Производительность, концов и час............500
Габариты в мм:
длина ..................................1400
ширина..................................1050
высота..................................440
Вес в кг ................................270
Станок (рис. 133) предназначен для частичной подвивки фланцев некруглых
концов и может работать как в комплекте с прессом,
так и самостоятельно. С помощью дисков он
отборговывает некруглые концы с двух противоположных сторон и складывает
их в стопкособиратель.
Станина 1 станка чугунная литая. На верхней плоскости ее расположены
диски 2, обеспечивающие частичную подвивку кромок кон-поп, два винта 3 и
пять стоек 4, между которыми концы собираются и стопки. Диски и винты
приводятся в движение от электродвигателя 5 через клиноременную передачу
6 и шкив 7. От шкива через пару цилиндрических шестерен 8, 9 приводятся
в движение конические шестерни 10 и 11.

Рис. 133. Станок для подвивки некруглых концов и его кинематическая схема.
На валу конической шестерни 1 1 имеется
цилиндрическая шестерня 12, приводящая в движение два подвивочных диска,
которые установлены на валиках шестерен 13 и 14.
Вторая пара подвивочных дисков, установленных на валиках шестерен 15 и
16, приводится в движение от шестерни 17. На валу шестерни 17 укреплена
звездочка 18, которая с помощью цепной передачи 19 получает вращение от
звездочки 20, насаженной на вал цилиндрической шестерни 13. Цепная
передача через звездочки 21, 22 н 23 также приводит в движение два
винта, обеспечивающих подъем и укладку концов между стойками 4. Все
детали механизма привода расположены внутри станины, вследствие чего
обеспечивается безопасное обслуживание станка.
Плита 24 служит для крепления станка к фундаменту и позволяет
регулировать угол наклона станка относительно штампа пресса.
Таким образом, основными элементами станка являются подвивочные диски и
два винта, вращающихся навстречу один другому.
Крышки из-под штампа пресса поступают на наклонную течку 25 подвивочного
станка и самотеком направляются к вращающимся дискам. При проходе через
диски у овальных крышек завиваются
кромки, у прямоугольных крышек — две
противоположные стороны. Затем конец захватывается двумя винтами и
поднимается. На вертикальных стойках концы собираются в стопку. По мере
накопления их вручную вынимают и направляют на последующую обработку.
"При настройке станка на работу с крышкой другой ширины никакие детали в
станке не заменяют, но регулируют расстояние между подвивочными дисками,
устанавливая на новую ширину конца с помощью шаблона, поставляемого для
каждой банки (шаблон должен свободно проходить между дисками),
расстояние между винтами 3 стопкособирателя и между стойками 4
стопкособирателя.
Кроме того, при переходе на работу с крышкой другой ширины регулируют
расстояние между направляющими планками течки, по которой концы подаются
к подвивочному устройству.
Конструктивно течка (рис. 134) описываемого станка выполнена так же, как
и у станка для подвивки круглых концов. Одна смонтирована на опорном
квадратном металлическом брусе 1, к которому прикреплены два нижних 2 и
два верхних 3 кронштейна. На кронштейнах укреплены нижние 4 и верхние 5
направляющие планки, которые фиксируют положение конца при его движении
от штампа к подвивочным дискам. Наличие направляющих планок исключает
возможность произвольного перемещения концов как поперек течки, так и
придвижении их вверх. Верхним концом течка крепится к прессу, а нижний
ее конец соединяется с подвивочным устройством. Таким образом, течка в
процессе работы стоит неподвижно.
Существенным недостатком данной конструкции станка является ручная загрузка,а также то, что он не обеспечивает подвивку фланца но всему контуру крышки. Станок требуется модернизировать с учетом механизации процесса загрузки и подвивки по всему периметру крышки. Это позволит резко повысить производительность станка и улучшить качество подвивки крышки.
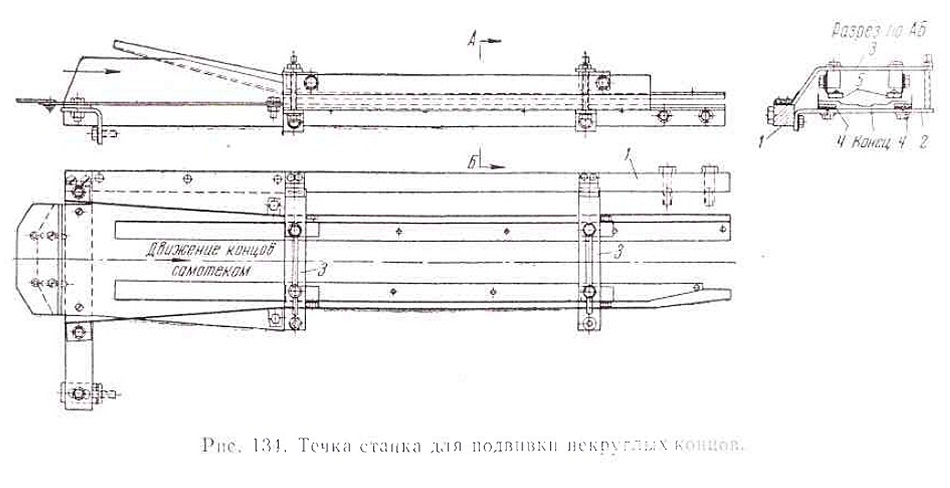
Рис. 134
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..