содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ФИРМЫ «НАГЕМА» ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОТЯНУТЫХ КОНСЕРВНЫХ ЖЕСТЯНЫХ БАНОК
НАКЛОННЫЙ ЭКСЦЕНТРИКОВЫЙ ПРЕСС PN-63/250 - ЧАСТЬ 3
На рис. 121 показан штамп для изготовления
цилиндрических банок в положении окончания формовки. Штамп состоит из
двух частей: верхней подвижной, называемой пуансоном, и нижней
неподвижной, называемой матрицей.
Верхняя часть штампа прикрепляется к ползуну, а нижняя — к столу. В
нижней части штампа имеется
подушка 1 матрицы, которая двумя болтами крепится к столу. В выточке
подушки закреплено просечное кольцо 2, внутрь которого свободно уложено
протяжное кольцо 3, опирающееся на шпильки 4, пропущенные сквозь
отверстия подушки матриц. Шпильки опираются на воздушную подушку пресса,
расположенную в центре стола. В центральной части нижней половины
расположен рельеф 5 матрицы.
Между рельефом матрицы и протяжным кольцом закреплено выталкивающее кольцо 6, которое, как и протяжное кольцо 3 опирается на шпильки 4.

Рис. 121. Штамп для производства цилиндрических цельнотянутых банок.
Верхняя часть штампа состоит из пуансонодержателя 7, к которому жестко прикреплен пуансон 8. Внутри пуансона установлено отбортовочное кольцо 9, которое обеспечивает вытяжку и отбортовку фланца банки. Рельеф 10 пуансона расположен внутри отбортовочного кольца 9. Над верхней плоскостью рельефа уложена планка 11, подпружиненная
спиральной пружиной 12. Для снятия сетки с пуансона
служит съемник 13
Работает штамп следующим образом. Полоса жести подается на просечное
кольцо 2. Положение листа при этом фиксируется по yпopу 14.
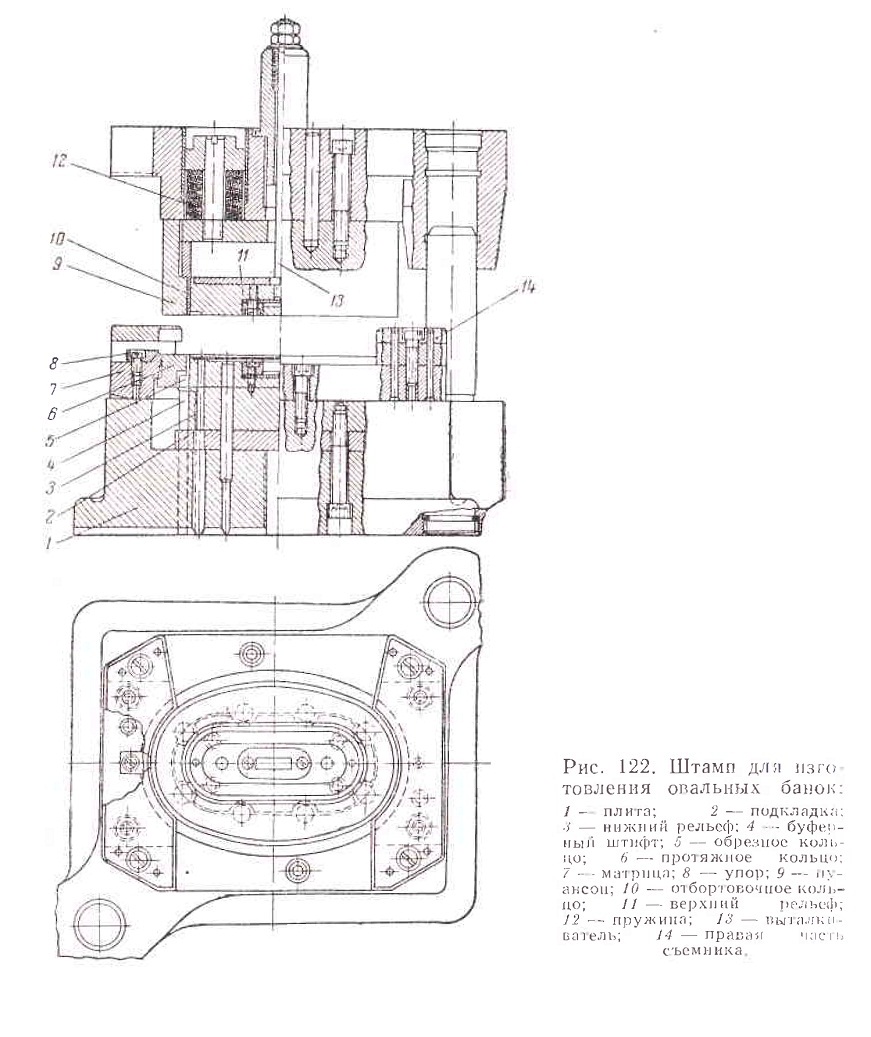
Рис. 122. Штамп для изготовления опальных банок
Ползун пресса в процессе движения вниз опускает пуансон 8, которым но внутреннему диаметру просечного кольца 2 вырубает заготовку и прижимает ее по краю периметра к торцу протяжного кольца 3, которое в данный момент находится заподлицо с просечным кольцом.
Затем происходит вытяжка, формирование рельефа
донышка, отбортовка фланца и обрезка излишков жести по его периметру.
При возвратном движении пуансона вверх воздушная подушка поднимается
одновременно со шпильками 1, которые поднимают протяжнее кольцо 3. Банка
вместе с обрезным кольцом жести выбрасывается из матрицы штампа.
В процессе дальнейшего подъема ползуна вверх банка принудительно
выталкивается из пуансона в результате упора штока 15 в съемник. В
исходное положение шток возвращается спиральной пружиной 16.
Комбинированные штампы для овальной и прямоугольной банок № 17 и 19
сконструированы одинаково. Па рис. 122 показан общий вид
комбинированного штампа для овальной Папки №19. Эти штампы выполняют ге
же операции, что и штампы для банок № 3 и 8, но конфигурация рабочих
органов штампа выполнена для банки № 17 по прямоугольному профилю, а для
банки № 11) по овальному профилю. Штампы для банок № 19 и 17 в отличие от
штампов для банок № 3 и 8 имеют регулировку натяжения тарельчатых пружин
специальными резьбовыми пробками.
Проектная производительность наклонного эксцентрикового пресса PN-63/250
до 15 банок в минуту и потребляемая мощность 3,5 кет.
Опыт эксплуатации них прессов па ряде предприятий показал, что при
незначительной модернизации их производительность можно увеличить до 80
банок и минуту.
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..