содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
АВТОМАТИЧЕСКАЯ ЖЕСТЯНО-БАНОЧНАЯ ЛИНИЯ СИМФЕРОПОЛЬСКОГО ЗАВОДА ИМЕНИ КУЙБЫШЕВА ДЛЯ ПРОИЗВОДСТВА КОНСЕРВНЫХ БАНОК
ОДНОРЯДНЫЙ ПРЕСС АВТОМАТИЧЕСКОЙ ЖЕСТЯНО-БАНОЧНОЙ (КОНСЕРВНОЙ) ЛИНИИ СИМФЕРОПОЛЬСКОГО ЗАВОДА ИМЕНИ КУЙБЫШЕВА - ЧАСТЬ 1
Пресс штампует и подвивает концы диаметром от 80 до 120 мм для круглых жестяных консервных банок из прямоугольных или фигурных полос жести. Он выполняет следующие операции: отделяет поштучно полосы жести из столки магазина и подает их на рабочий стол; подает полосы жести с присосов па каретки продольной подачи;
подаст полосы жести под штамп; штампует концы; выбрасывает отходы жести (сетку); подвивает фланцы концов и собирает готовые концы в стопку.


Рис. 39. Автоматический однорядный пресс.
Станина пресса 2 (рис. 39) укреплена под углом 35 на плите 1, на которой
установлен подвивочный механизм 3. На стиле станины расположена подушка
4 для крепления матрицы штампа 5.
С левой стороны станины расположен механизм подачи заготовок 6 и
площадки для крепления вакуум-насоса 7 и масляного насоса 8. В средней
части станины укреплены направляющие ползуна 9.
Электродвигатель 10 смонтирован на поворотной плите 11. На валу
электродвигателя укреплен шкив, через который с помощью клиноременной
передачи приводится в движение коленчатый вал.
На правом конце коленчатого вала 12 с эксцентриситетом 28,5 мм посажен
шкив-маховик 13, соединенный с валом подвижной торцевой шпонкой. При
выключении шпонки маховик вращается на валу вхолостую.
На другом конце коленчатого вала расположены
звездочка привода цепи коробки передач, тормозной барабан 14 и шкив 15
для привода вакуум-насоса. На ступице звездочки установлен кулачок, при
помощи которого за один оборот коленчатого вала включается и выключается
концевой выключатель, предназначенный для установки ползуна в верхнем
положении.
К станине прикреплен тормозной диск, на котором монтируются тормозная
лента и рычаг, разжимающий ленту во время торможения.
Для выталкивания концов из пуансона на ползуне укреплен кронштейн с
рычагом 16, который прижимается к кронштейну пружиной. На конце рычага
укреплен крючок. При движении ползуна вниз конец рычага с крючком
находит па клин 17, укрепленный на станине, отводится от пуансона,
позволяя последнему штамповать концы. При возвратном движении пуансона
конец выталкивается.
С правой стороны станины расположен механизм выброса отходов (сетки),
представляющий собой два валика с направляющей течкой.
Валки при штамповке концов находятся в разомкнутом состоянии и только в
период между окончанием последней высечки и первой высечкой следующей
заготовки прижимаются один к другому пружиной, и сетка но направляющей
течке выбрасывается из машины. Валики имеют принудительный привод.
Механизм включения тормоза останавливает пресс при верхнем положении ползуна. Механизм представляет собой два шарнирных четырехзвенника, связанных между собой валом и приводимых в действие рукояткой включения, которая при работе пресса удерживается в верхнем положении электромагнитом. Когда срабатывает любой из аварийных конечных выключателей или нажимают па кнопку «стоп», электромагнит размагничивается, рукоятка падает вниз, клин правого четырехзвенника прижимается пружиной к коленчатому валу и выбивает шпонку из торцового паза маховика, разобщая маховик с валом. Одновременно тяга левого четырехзвенника тормозит
ход ползуна. На столе 19 размещены магазин 18 и
механизмы, транспортирующие заготовки под штамп. В передней части стола
имеется горизонтальная плита 20 для выравнивания стопы жести перед
укладкой ее в магазин.
Заготовка, перемещаясь по столу в поперечном направлении, притягивается
магнитом, вмонтированным в стол, что обеспечивает заход заготовки под
прижимную планку.
Магазин (рис. 40) заготовок установлен па верхней плоскости стола и
представляет собой два кронштейна 1, соединенных штангами 2.
Направляющие скобы 3, укрепленные на штангах, снабжены сухарями 4,
имеющими с одной стороны насечку Сухари служат для поштучной выдачи
заготовок из магазина.
Механизм присосов расположен под магазином и подает заготовки из магазина на стол.

В столе 14 сделан продольный паз, в котором ходит
каретка продольной подачи заготовки. Прижимная планка 15 служит для
торможения заготовки во время подачи ее под штамп.
Механизм продольной подачи заготовок состоит из двух механизмов:
основного кривошипно-шатунного механизма, состоящего из диска коробки
передач 16, шатуна 17, кривошипа 26 и ползуна 18: вспомогательного
шарнирно-рычажного механизма, приводящего в действие вспомогательную
каретку и состоящего из рычага 19 и тяги 20, связанной с ползуном 18.
Рычаг 19 шарнирно соединен с вспомогательной подающей кареткой 21.
Рабочая каретка 22 соединена через упор 23 с ползуном
кривошипно-шатунного механизма.
Обе каретки движутся одновременно в одном
направлении, но с разными скоростями, благодаря чему заготовка пальцами
24 вспомогательной каретки подается на пальцы 25 рабочей каретки.
В конце механизма продольной подачи заготовок установлен концевой
тормоз, который обеспечивает торможение заготовок и равномерность подачи
их под штамп.
Подвивочный механизм (рис. 41) подвивает фланцы концов. Он представляет
собой машину, пристроенную к прессу, и установлен на общей с прессом
фундаментной плите наклонно под углом 35°.

Рис. 40. Магазин пресса
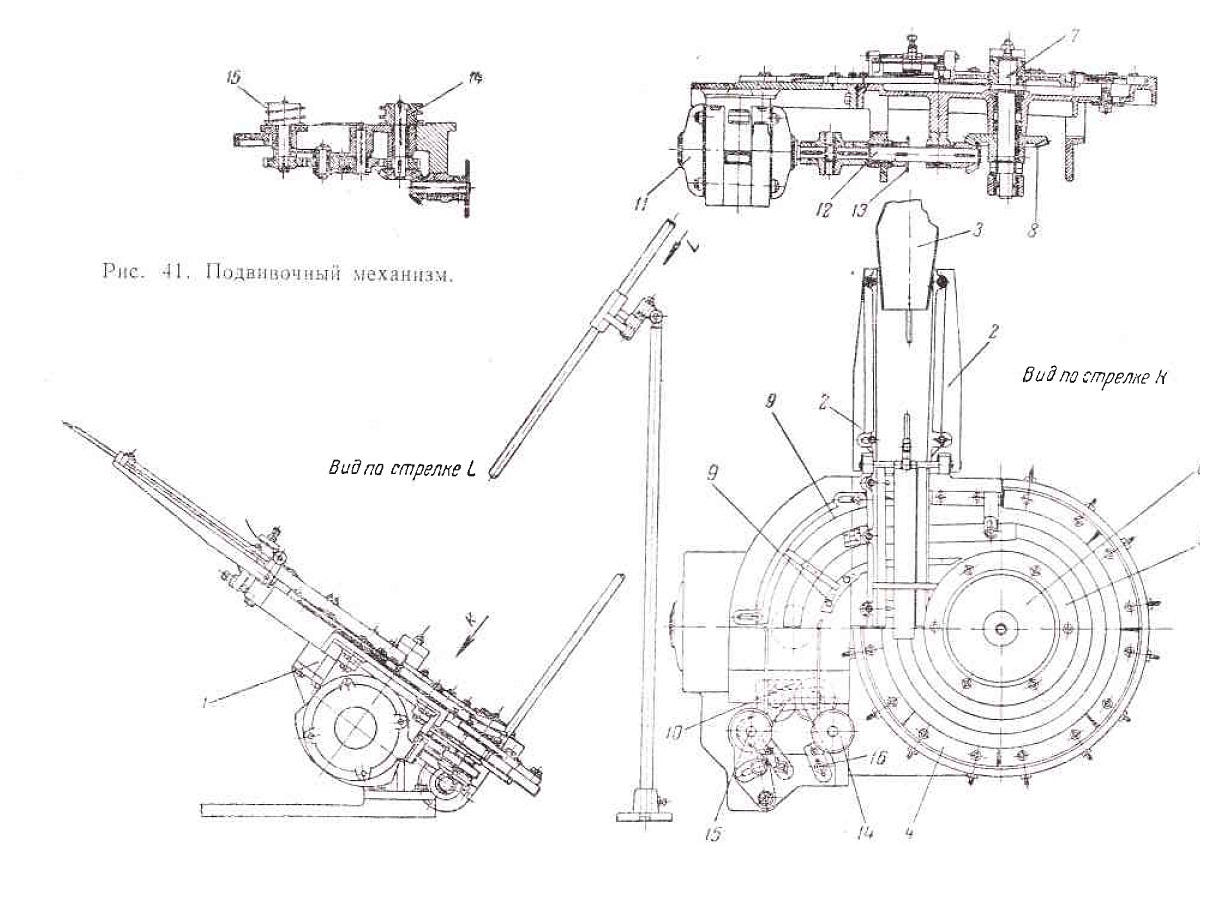
Рис. 41-42
Pиc. 12. Кинематическая схема пресса
Станина установлена на кронштейне 1. На кронштейне покоятся направляющие 2, но которым концы из приемной течки 3 поступают на подвивчный механизм. Этот механизм состоит из подвивочных сегментов 4, снабженных канавкой специального профиля, и вращающегося подвиночного кольца 5, укрепленного на диске 6. На валу 7 укреплена ведомая коническая шестерня 8. Планки 9 направляют концы, движущиеся самотеком, с подвивочного механизма на стол 10.
Подвивочиый механизм приводится в движение от
индивидуального электродвигателя 11. Вал 12, соединенный с валом
электродвигателя муфтой, передает вращение через пару конических
шестерен 8 диску иодвивочного механизма и цепной передачей через
звездочку 13 — механизму стопкособирателя. Один винт 14
стопкособи-рателя установлен неподвижно, а второй 15 может
регулироваться в соответствии с диаметром концов. Стопки крышек
собираются на две регулируемые стойки 16.
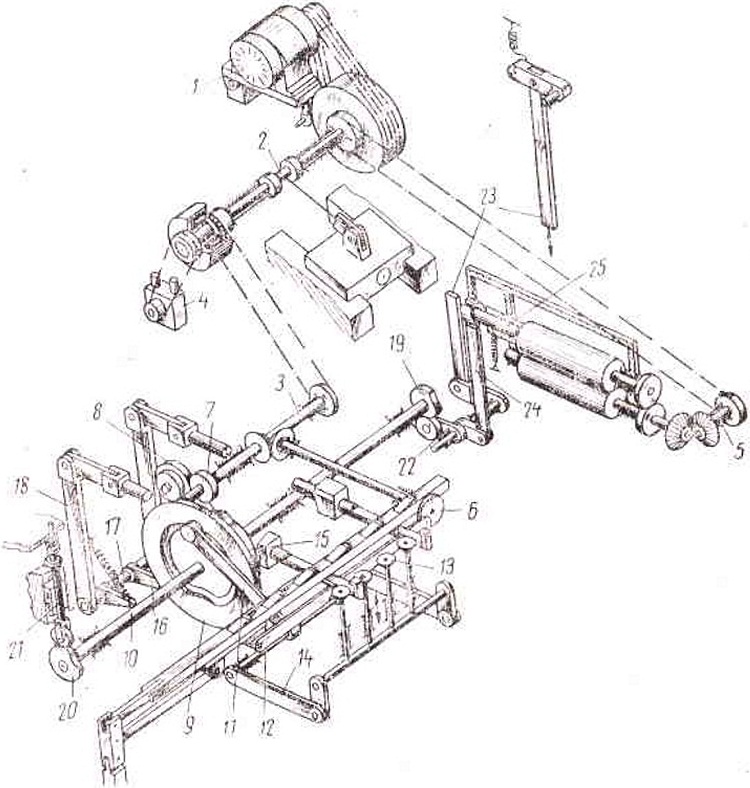
Кинематическая схема машины представлена на рис. 42.
Электродвигатель 1 через клиноременную передачу вращает со скоростью 300
об/мин коленчатый вал 2, который передает движение
приводному валу коробки передач 3, вращающемуся со
скоростью 300 об/мин, ротору вакуум-насоса 4 и механизму выброса отходов
делающему 842 об/мин.
Коробка передач приводит в движение механизм подачи, масляный насос и
отсекающий клапан вакуумной системы. Вал 3 вращает кривошипный диск 6,
приводящий в действие механизм продольной подачи. От шестерни 7 через
сменную шестерню 8 вращение передается шестерне-кулачку 9, закрепленной
на валу 10.
Шестерня-кулачок посредством рычага 11. вала 12 и рычага 14 приводит в
возвратно-поступательное движение присосы 13.
Дисковый кулачок 15 через рычаг 16 сообщает качательное движение валу
17, на котором укреплены рычаги механизма поперечной подачи заготовок
18.
Кулачок 19 приводит в действие привод масляного
насоса, а кулачок 20 обеспечивает возвратно-поступательное движение
клапану 21, который периодически сообщает и разобщает присосы с
вакуум-насосом.
Кулачок 19 воздействует на рычаг 22 и тяги 23 и 24. Тяга 23 качает нал
плунжерного масляного насоса, а тяга 24 поднимает верхний нал 25
механизма выброса отходов. Через пару цилиндрических шестерен от нижнего
вала вращение передается верхнему подвижному валу 25.
Стопку заготовок вручную укладывают в магазин. Поднимаясь, присосы
присасывают нижний бланк и выдергивают сто из-под стопы. Гребенки,
благодаря насечке, помогают отделить только один бланк. Когда присосы
опустятся до уровня стола, вакуум в них отсекается и бланк остается на
столе.
Затем уголки механизма поперечной подачи
захватывают бланк и подают его на каретку продольной подачи. Для того
чтобы бланк правильно заходил под прижимную планку механизма продольной
подачи, он во время поперечного движения притягивается к столу
магнитами.
Далее заготовку подхватывают пальцы вспомогательной каретки и подают
вперед так, что передний край заготовки останавливается возле штампа
прссса. При следующем ходе каретки вперед заготовку подхватывают пальцы
рабочей каретки. Расстояние между пальцами равно диаметру высечки крышки
плюс ширина перемычки.
Отход, получающийся при прохождении заготовки через штамп пресса, по
направляющим попадает на выбросные валки. Во время
штамповки концов из заготовки верхний валок
механизма выброса приподнят и сетка свободно лежит на нижнем вращающемся
валке.
После того как из заготовки вырублена последняя крышка, верхний палок
опускается и сетка выбрасывается из пресса.
При ходе ползуна с пуансоном вниз производится вырубка заготовки,
вытяжка и маркировка крышки. При ходе ползуна вверх крышка вместе с
пуансоном поднимается, отделяясь от матрицы. Затем крышка выталкивается
из пуансона и по наклонной течке поступает
в подвивочное устройство, где вращающимся
профилированным диском прокатывается по секторам, которые подгибают
фланец. После этого крышка поступает на стол стопкособирателя.
Фигурные ножницы должны выдавать полосы одинаковой длины; по ширине
допускаются колебания в пределах не более 0,3 мм. Полосы должны быть
срезаны гладко, без загибов и заусениц. Зазор между режущими кромками
верхнего и нижнего ножей следует устанавливать в пределах 10% от толщины
жести. Нижние ножи (матрица) должны закаливаться до твердости Rс=55—60,
а верхние (пуансон) должны изготовляться из более мягкого материала
(стали) и закаливаться до твердости Rc=40—45.
содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..