содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
ОПРЕДЕЛЕНИЕ ОСНОВНЫХ РАЗМЕРОВ КОНЦОВ КОНСЕРВНЫХ
БАНОК ИЗ ЖЕСТИ
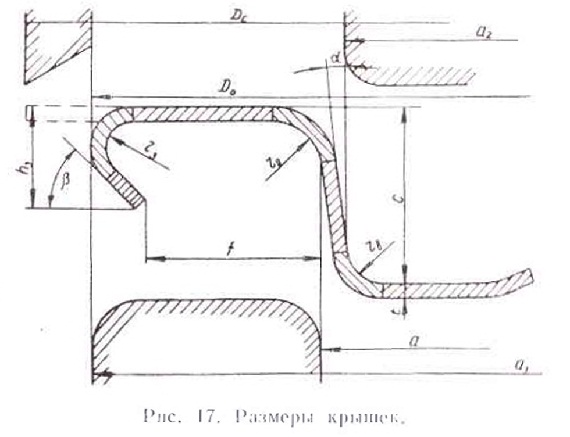
Размеры крышек не стандартизированы. В основном они зависят от
исполнительных размеров штампов и завивочных механизмов, которые
различны для прессов разных марок. Выбирают их в соответствии
с технологией жестяно-баночного производства в таблице 11 и на рис. 17 приведены оптимальные размеры (и мм) крышек отечественного производства, изготовленных из жести толщиной 0,28 мм.
T а б л и ц а 11
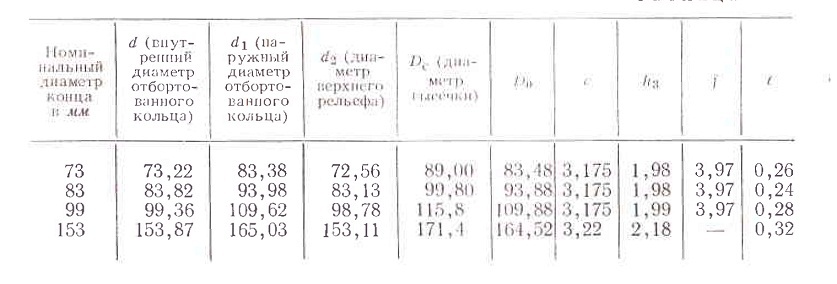
В тех случаях, когда крышки изготовляют из жести,
толщина которой отличается от указанной в табл. 11, в размеры штампа
вносят поправки.
Например, при изготовлении крышек из жести толщиной 0,32 мм вместо 0,28
мм, размер d получается
99,36 + 2 (0,32-0,28) =99,44 мм.
Так как размеры крышек влияют па качество закаточного шва. каждую партию крышек выборочно проверяют, определяя наружный диаметр крышки, диаметр завитой кромки, высоту завитка, внутренний диаметр вытянутой части крышки, глубину вытянутой части крышки.

Рис. 18. Калибры
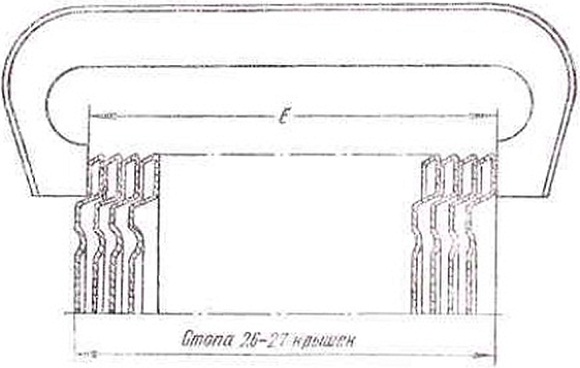
Рис. 19. Скоба для контроля концом
Кроме того, проверяют, не деформированы ли крышки, нет ли забоин и
заусениц, неравномерности подвивки к прочих дефектов штамповочного
производства.
Наружный диаметр крышки проверяют предельным калибром (рис. 18, а).
Если крышка свободно входит в максимальный размер калибра и не входит в
минимальный его размер, то завивка удовлетворительна. Размер калибра
определяют по формулам:

Диаметр завитой крышки измеряют калибром, изображенным на рис. 18, 6. Калибр должен входить во «нутрешиш желоб свободно, но без люфта, в противном случае крышка изготовлена неправильно. Диаметр калибра определяют по формуле:
D = d+ 8. (1-23)
Высоту завитков фланцев крышки проверяют скобой, изображенной на рис. 19. В скобе должно поместиться 26—27 крышек для банок
диаметром от 72,8 до 99 мм. Если крышек помещается меньше или больше, то фланцы подвиты неправильно.
Размер скобы
Е=50,8+0,05 мм. (I — 24)
Внутренний диаметр вытянутой части крышки проверяют калибром, который должен входить и углубление крышки с легким нажимом.

Рис. 20. Калибр для контроля глубины вытяжки концов.
После посадки крышка не должна свободно падать с
калибра. При очень тугой посадке или при наличии люфта крышки бракуют.
Глубину вытяжки крышки проверяют калибром, показанным па рис. 20.
Если при установке базовой поверхности калибра на фланец крышки
максимальный щуп не достает до дна вытянутой части крышки, а минимальный
щуп калибра упирается в дно, то крышки имеют дефект.
Размеры калибра определяются формулами:

Деформацию и заусеницы обнаруживают путем небольшого сжатия стопки крышек при небольшом усилии пальцев рук. Крышки, не прилегающие плотно, удаляют как бракованные.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..