содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
ИЗГОТОВЛЕНИЕ КОНЦОВ КОНСЕРВНЫХ БАНОК ИЗ ЖЕСТИ
В зависимости от способа штамповки концов листы жести разрезают на
прямые или фигурные полосы для одинарного или сдвоенного штампа. При
фигурной штамповке концов величину мостиков (расстояние между высечками)
принимают равной 1,5—1,6 мм. Схема раскроя листов жести на прямоугольные
полосы для однорядной штамповки концов изображена на рис. 15, а.
Длину каждой полосы можно определить по формуле:


При диаметре высечки 115,82 мм и ширине мостика 1,6
мм уменьшение ширины полосы составит 0,134* 115,82 + 1,134* 1,617,32 мм.
При фигурном раскрое полос по схеме, изображенной на рис. 16, степень
использования листа жести увеличивается но сравнению с прямым раскроем
на 1,3—6,2% при однорядной штамповке и на 2,7-----6,2% при двухрядной
штамповке. По мере увеличения диаметра высечки экономия от фигурного
раскроя уменьшается.
Добиться экономии при фигурном раскрое можно в тех случаях, когда
размеры листа жести подбирают в соответствии с размерами высечки.
Если для изготовления концов применять листовую жесть
только одного размера, например 712X512 мм, то при
фигурном раскрое в ряде случаев вместо экономии возможен даже перерасход
жести. Ввиду этого для раскроя концов того или иного диаметра следует
руководствоваться утвержденными картами раскроя.
При раскрое листов жести на полосы для штамповки необходимо следующее:
а) ширину нарезанных полос для одинарной и двойной штамповки концов
проверять шаблоном с вырез размером М ±0,25 мм, где М — ширина полосы.
Полосы нарезанной жести должны входить в вырез размером М+0,25 мм и не
входить в вырез размером М — 0,25 мм;
б) нарезанные полосы жести проверять на
прямоугольность на проверочном угольнике. Сначала проверяют одну сторону
полос, а затем, переворачивая пачку на 180°, проверяют вторую сторону;
в) не реже двух раз в смену проверять размер заусениц на срезах полос.
При наличии значительных по размерам заусенец следует затачивать ножи.
Правильность раскроя фигурных полос контролируют шаблонами,
соответствующими профилю раскроя.
Рулонную жесть на отдельные полосы не раскраивают, а подают в штамп
непрерывно с помощью специального приспособления.
б) нарезанные полосы жести проверять на
прямоугольность на проверочном угольнике. Сначала проверяют одну сторону
полос, а затем, переворачивая пачку на 180°, проверяют вторую сторону;
в) не реже двух раз и смену проверять размер заусениц на срезах полос.
При наличии значительных по размерам заусениц следует затачивать ножи.
Правильность раскроя фигурных полос контролируют шаблонами,
соответствующими профилю раскроя.
Рулонную жесть на отдельные полосы не раскраивают, а подают в штамп
непрерывно с помощью специального приспособления.
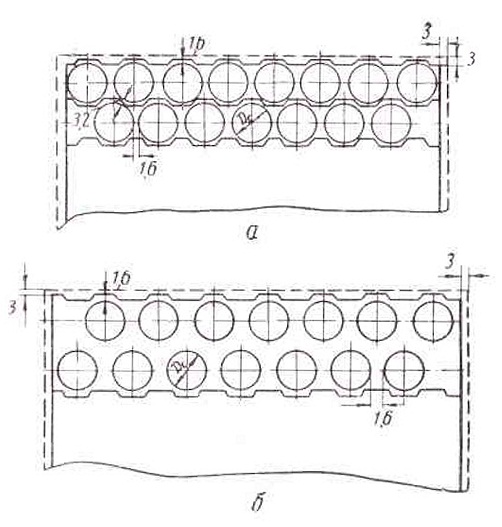
Рис. 16. Схема раскроя листов жести на фигурные
полосы:
а — для однорядной штамповки концов; б—для двухрядной штамповки концов.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..