содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
ИЗГОТОВЛЕНИЕ КОРПУСОВ СБОРНЫХ КОНСЕРВНЫХ БАНОК ИЗ БЕЛОЙ ЖЕСТИ
Пачки нарезанных бланков тщательно выравнивают и укладывают так, чтобы
во время отгибания фланцев заусеницы были направлены наружу, а не внутрь
корпуса, что предупреждает образование
трещин при отгибании флянцев и в процессе
прифальцовки концов к корпусам банок. Укладка бланков в стопку с
направлением заусениц в одну сторону предупреждает сцепление бланков.
Далее на бланках производится отсечка углов и вырубка прорезей (рис. 8).
Затем па бланках отгибаются края (рис. 9).

Перед формовкой корпуса концы бланки, образующие
продольный шов банки, смазываются с двух сторон флоксом.
Замок продольного шва должен быть углублен внутрь корпуса. Разрез
продольного шва изображен на рис 10.
Пропаивается шов так, чтобы припои не поступал внутрь банки. Следует
обеспечивать гладкую и равномерную пайку без капель
и наплывов.

Рис. 9. Схема отгиба краев бланком на автомате l-300.
Температура пайки 280—310 С. Ширина
пропаянной масти с наружной стороны должна составлять 10—12 мм.
После пайки продольных швов лишний припой удаляют с поверхности корпусов
при помощи обтирочных матерчатых дисков, которые необходимо содержать в
чистоте. Нельзя сильно нажимать диском на корпус банки. После пайки шов
быстро охлаждают.
Для контроля прорезей и формы отсекаемых углов в бланках пользуются
лекалами и шаблонами (рис. 11).
При помощи лекала (рис. 11, а) не менее одного раза в смену проверяют
форму отсекаемых на бланках углов; точки 1, 2,3, 4 бланка должны без
просветов прилегать к точкам I, II, III, IV лекала. Этим лекалом
проверяют также размеры М прорезей па бланке.
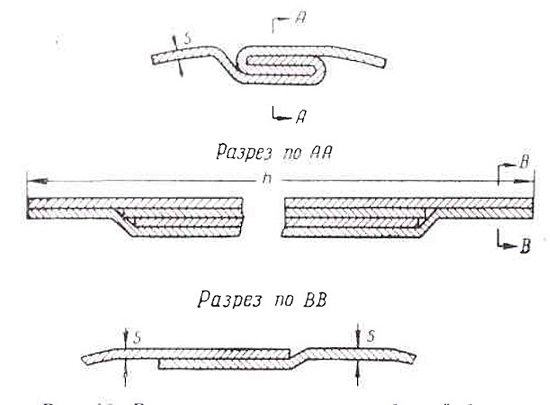
Рис. 10. Разрез продольного шва сборной банки.
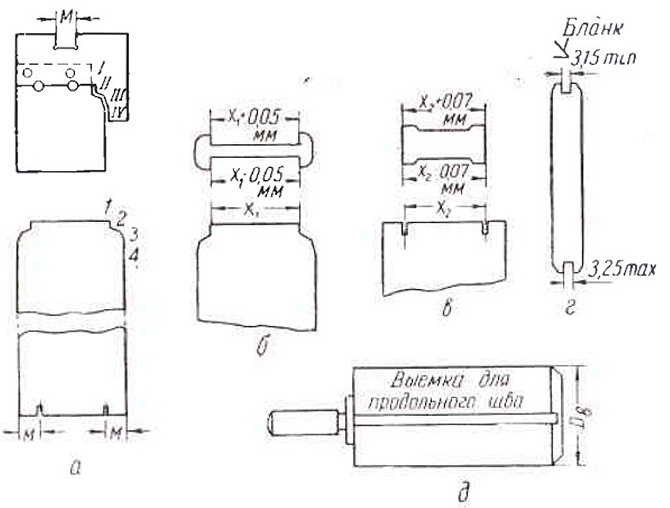
Рис. 11. Шаблоны и калибры для контроля банок:
а — лекало для проверки углов и прорезей в бланках; б —шаблон для
проверки ширины бланка; в — шаблон для проверки ширимы между прорезями;
г — шаблон для проверки загиба краев бланков; д — калибр для проверки
внутреннего диаметра корпуса банки.
Ширину Х1 бланка после отсечки углов проверяют с
помощью шаблона, показанного на рис.11, б. Конец бланка с отсеченными
углами должен входить в прорезь шаблона Х1 + 0,05 мм и не входить в
прорезь Х1—0,05 мм.
Ширину бланка между прорезями X2 проверяют шаблоном (рис. 11, в) с
вырезами Х2+0,07 мм и Х2—0,07 мм.
Для определения правильности загиба краев бланка
пользуются шаблоном, изображенным на рис. 11, г. Отогнутый конец бланка
должен входить в вырез шаблона размером 3,25 мм и не входить в вырез
размером 3,15 мм. Этим шаблоном проверяют также равномерность отгибки
краев по ширине корпуса, чтобы не было перекоса склепа и корпус банки не
получался конусным.
Внутренний диаметр корпуса проверяют калибром, изображенным па рис.
11,5. Для банки каждого диаметра должен быть определенный калибр.
Внутренний диаметр корпуса следует проверять не менее трех-четырех раз в
смену. Если имеется люфт или калибр не входит в корпус, значит корпус
изготовлен неправильно.
Для контроле равномерности пайки периодически разрывают корпус по шву.
Припой должен проникать внутрь заммка шва равномерно и в шве не должно
быть непропаянных мест.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..