Выполнение сшивки ленты соединением "Вулкан"
Полотно конвейерной ленты размещается на ровной деревянной основе и размечается при помощи рулетки и специального шаблона. После этого специальным ножом отрезается под прямым углом.


Для послойной разделки полотна конвейерной ленты используется специальный профессиональный нож с регулируемым и фиксируемым лезвием. Это позволяет как отрезать полотно ленты полностью, так и прорезать на нужную глубину до определенного тканевого слоя.


С помощью шаблона №1 и специализированного ножа надрезаются тканевые слои ленты, кроме последнего. Надрезанные слои ленты, удерживая слесарными кусачками, подрезаются ножом с обеих сторон, затем полотно ленты зажимается специальной струбциной или временными винтами к основанию разделочного стола, а надрезанные слои отрываются с помощью намоточной вилки.


На следующем этапе надрезаются тканевые слои по шаблону №2, имеющему большую ширину, после чего слои ленты, удерживая слесарными кусачками, подрезаются на расстояние 10 см. с обеих сторон и отрываются при помощи намоточной вилки.


На третьем этапе, так же как и на первом, для разметки используется шаблон №1, лента надрезается ножом на глубину резиновой обкладки не прорезая корд, края резиновой обкладки, удерживая кусачками, подрезаются ножом и обкладка снимается намоточной вилкой. Аналогично разделывается вторая часть соединяемого полотна.

Подготовленные концы ленты накладываются друг на друга, выравниваются по линиям разрезов, одновременно соблюдая соосность, и временно крепятся к деревянному основанию для предотвращения смещения теми же винтами из комплекта стыка.

С помощью универсальных шаблонов, сверлом 6 мм (для новой ленты), сверлом 5,2 (для ленты б/у), высверливаются отверстия под соединительные элементы на всю ширину ленточного полотна.


Винты с наложенными верхними прижимными шайбами вворачиваются во все про- сверленные отверстия насквозь.
Следующим этапом навинчиваются нижние прижимные пластины и частично про- тягиваются. Затем с соответствующим усилием все винты соединителей дожимаются от середины полотна ленты в обоих направлениях до момента, пока шайбы не спрячутся в обкладку полотна.


На заключительном этапе монтажа соединения торчащие винты отламываются при помощи специального ломателя, что приводит к обламыванию болта наравне с гайкой.


При таком способе соединения обеспечена прочность стыка до 3500 кН/м, что подтверждается лабораторными испытаниями с разными типами полотен разных производителей.
В комплект инст румент ов, необходимых для монт ажа профилированного соеди -
нения "Вулкан", входит :
Шаблон №1 1200*125;
Шаблон №2 1200*70;
-
Нож специальный с регулируемым и фиксируемым лезвием;
-
Сверло 5,2 мм.;
-
Вилка намоточная;
-
Ключ специальный;
-
Ломатель;
-
Ручное устройство затяжки винтов с быстрозажимным патроном;
-
Шуруповерт аккумуляторный: в зависимости от условий - пневмошуруповерт (усилия затяжки - 80 Н/м), гидравлический шуруповерт;
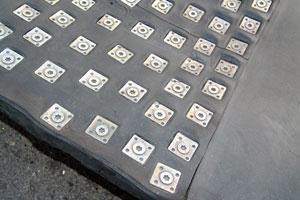
Винты и прижимные шайбы расположены в полотне ленты так, что ни один из элементов соединения не выступает за поверхность полотна, что позволяет полотну ленты оставаться идеально ровным. В зависимости от нагрузки и длины конвейера
рекомендуются различные варианты сшивки. Представленное соединение (ступенчатость, расстояние между соединителями, способ монтажа) является примерным решением, рекомендуемым к применению. Преимуществом соединения являются расположенные друг против друга выпуклости, обеспечивающие эффективное прилегание шайб к ленте за счет многоточечного воздействия силы сжатия на большую поверхность ленты.
Соединение ленты типа "Вулкан" является высокоэффективной альтернативой для клеевых и вулканизированных соединений.

Сшивка, выполненная при помощи этого соединения, не разрушает скребков и чистителей, а также не вызывает повреждений магистральных роликов, приводных и натяжных барабанов, в том числе футерованных резиной. Одним из преимуществ профилированного соединения "Вулкан", в отличии от других механических соединений, является его ремонтопригодность. Если в процессе эксплуатации какой-либо из элементов разрушился, он легко заменяется при первой же остановке на техническое обслуживания конвейера запасным элементом, входящим в комплект. Тем самым не ограничено продлевается срок эксплуатации всего соединения. Выполнение сшивки при помощи соединения "Вулкан" значительно дешевле, проще и требует намного меньше затрат времени, чем выполнение вулканизированных и клеевых соединений при аналогичных
функциональных возможностях. Несмотря на то, что сшивка является соединением ленты,
выполненным "внахлест", требуется очень короткий отрезок полотна ленты для его выполнения - от 130 до 265 мм. Время изготовления одного соединения - от 2,5 до 3 часов. Прочность профилированного соединения "Вулкан" на разрыв составляет 60% от фактической прочности полотна, что подтверждено многочисленными лабораторными испытаниями.
Монт аж «Вулк ан -Б лиц»
Обрезаются края стыкуемого полотна перпендикулярно направлению движения ленты с использованием шаблона в качестве линейки. Далее стыкуемые полотна выкладываются горизонтально «стык в стык», непосредственно под соединение ложится деревянный брус или плаха. Соединяемые полотна закрепляются на плахе с помощью винтов входящих в комплект «Вулкан-Блиц», при этом зазор между полотнами должен быть минимальным. Для равномерной установки элементов рекомендуется применять шаблон №2 (125*1200) из комплекта инструмента для монтажа «Вулкан». То есть сверление отверстий производить по первому ряду отверстий шаблона с учетом установки шайбы точно посредине стыка. При этом обращается внимание на то, чтобы крайние элементы
«Вулкан-Блиц» по возможности не находились непосредственно на краю полотна.
В просверленные отверстия устанавливаются винты с предварительно одетой верхней шайбой. Далее стык приподнимается над плахой и снизу на винты наживляются шайбы с резьбой. Следует обратить особое внимание при вкручивании второго винта в шайбу, так как имеется возможность его перекоса относительно шайбы и завинчивание его не по резьбе.


После этого производится предварительная и окончательная с соответствующим усилием протяжка винтов, начиная от центра к краям. Выступающие винты обламываются ломателем. Стык готов к дальнейшей эксплуатации.
В случае аварийного схода ленты на барабане и закусывании края полотна возможна деформация или отрыв крайних элементов «Вулкан-Блиц». В этом случае стык полностью ремонтопригоден, так как неисправные элементы заменяются на запасные, входящие в комплект поставки, что является существенным преимуществом перед другими механическими соединениями.
Доп олнит ельные данные:
-
Количество элементов в комплекте - 25 шт. + бита TORX 30;
-
Количество устанавливаемых элементов на полотно шириной 1200 мм. - 23-24 шт.;
-
Шаг установки элементов - 50 мм.;
-
Расстояние между винтами в шайбе (по центрам) - 60 мм.;
-
Длина шайб - 90 мм.;
-
Минимальный диаметр барабана - 630 мм.
При использовании соединения «Вулкан-Блиц» на ленточных конвейерах с диаметром барабанов менее 630 мм. необходимо производить стыковку полотен под углом 45 градусов. Данный способ позволяет уменьшить применяемый диаметр барабанов на 20%.
Также нашей компанией производится и применяется болтовое неразъемное соединение
«Вулкан-Блиц-Мини» (Вулкан-2) для ремонта продольных порезов всех
типов ленточных полотен. Установка этого соединения производится аналогично
«Вулкан-Блиц» со следующими данными:
-
Количество элементов в комплекте - 50 шт. + бита TORX 30;
-
Расстояние между винтами в шайбе (по центрам) - 40 мм.;
-
Длина шайб - 65 мм.;
-
Минимальный диаметр барабана при стыковке под 90 градусов - 450 мм.